Fabriquer une barre en lattes laméllé-collées
samedi, 31 décembre 2016Cette page est seulement informative : je suis maintenant retraité et je ne construis plus commercialement.
En fait, ça consiste à encoller des lattes, les cintrer et attendre que la colle prenne.
Quand c'est collé, on obtient une forme en bois qui reste stable.
Pratiquement, ce n'est pas si compliqué qu'il y parait.
On parle de fabriquer un objet unique, donc le moule n'est pas trop élaboré, il sera détruit après la construction de notre pièce donc il reste simple est bon marché, autant que possible.
Les lattes:
Elles peuvent être de différentes essences:
- le frêne est un bois très élastique, il est super pour la structure. Couleur claire
- Les résineux ont aussi une bonne élasticité, moins structurels ils sont légers et clairs
- Le bois rouge: très homogène couleur rouge
- Le chêne, il faut bien essayer à blanc, parce que ça casse facile, mais c'est beau, couleur claire? en fait couleur chêne.
- D'autres essences donnent de très bon résultats, je ne prendrais pas de hêtre, parce que c'est trop cassant, mais à part ça tout peut être essayé.

Voici les lattes pour la construction de notre barre. Elles sont en bois rouge, l'épaisseur est de 9 mm pour le moment. On peut aussi assembler plusieurs essences, pour le coté esthétique ou structurel.
La forme:
On peut suivre toutes sortes de formes en courbes (régulières ou non) avec des lattes, on ne peut pas avoir d'angles (évidement, là ça casse), mais toutes les courbes de tous les diamètres sont permis.
Le tout est de faire des lattes de la bonne épaisseur:
plus le diamètre est petit plus les lattes seront fines.
Plus le bois est dur, plus les lattes seront fines.
Le Moule:
Le moule qui va permettre de fabriquer notre barre (ou tout autre élément courbe) est simple s'il n'y a qu'une seule courbe, même irrégulière:
On trace l'objet avec son épaisseur sur la plaque, on pose des cales le long de l'intérieur de la courbe, puis on serre jointe les lattes contre les cales.
Mais il devra être plus élaboré si on veut 2 courbes inversées (en forme de S):

Voici le début du moule, les paramètres de la barres sont:
- La partie qui reçoit la ferrure doit faire 25 cm de long et 50 mm d'épaisseur, donc cette partie est plutôt droite
- La barre passe un hiloire à une certaine distance du safran avec une certaine hauteur (représentée par les traits sur le plot du milieu).
- La longueur est plus ou moins 1 mètre.
La première latte est passée pour vérifier si le bois est assez flexible et ne casse pas
Les coins en bois aux extrémités représentent l'épaisseur des autres lattes.

Les lattes étaient un peu épaisses, je les ai diminué à 7 mm, ce n'est pas qu'elles ont cassé, mais le cintrage de plusieurs lattes à la fois sera plus facile avec une épaisseur moindre.


Changement de système de moule, il devient évolutif: la cale du bas est maintenant un levier, elle va permettre, avec un serre joint de cintrer les lattes et de donner une forme précise, sans forcer. La cale est vissée à l'aide d'une grosse vis (6 mm) par en dessous.
Une barre de la même épaisseur tout du long n'est pas très jolie, on attend quelle s'affine avant d'arriver à la prise en main. On pourrait la raboter une fois cintrée, mais ça serait plus délicat et moins beau.

Chaque latte est rabotée en queue de billard, régulièrement, sans creux ni bosse. On veut des traits de collage le plus fin possible.


La barre a une épaisseur de 45 mm à la naissance et 30 mm à la prise en main.

Il est plus précis de tracer l'axe et les traits de dégraissage tant que les lattes ne sont pas cintrées.
Le moule est revêtu de bande à colis pour éviter que la barre colle au moule.

Encollage des lattes, avec la spatule crantée, l'encollage est un peu gras et régulier.

Il est facile de mettre l'ensemble des lattes dans le moule, elles sont pour le moment à peine contraintes.
La chose importante maintenant est d'augmenter le serrage progressivement sans jamais le relâcher sinon il y aura des manques de colle entre les lattes.


Le levier est actionné par les serre-joints, le serrage est précis et efficace.

Les cales leviers sont vissées sur le moule pour retirer les serre-joints, quelques coins sont ajoutés pour parfaire les courbes. Les cales en bas à droite ont été rajoutées pour pouvoir serrer le serre joint.

Quelques petits serre-joints sont posés avec des cales verticales pour affiner les traits de colle.

Démoulage au moins 24 heures plus tard, ou mieux, après le week-end.



La pièce est ensuite rabotée aux dimensions.
Les coins seront arrondis à la défonceuse, très progressivement dans les courbes afin de ne pas faire d'éclats. Si on a le temps, il vaut mieux attendre que les fibres aient pris leur place (une petite semaine?) avant cette opération.

La voici à sa place, la ferrure permet de lever la barre pour une meilleure ergonomie.

Voici un autre modèle, un peu plus typé pour un dériveur long de 4,70 m formes furtives spécial planning.
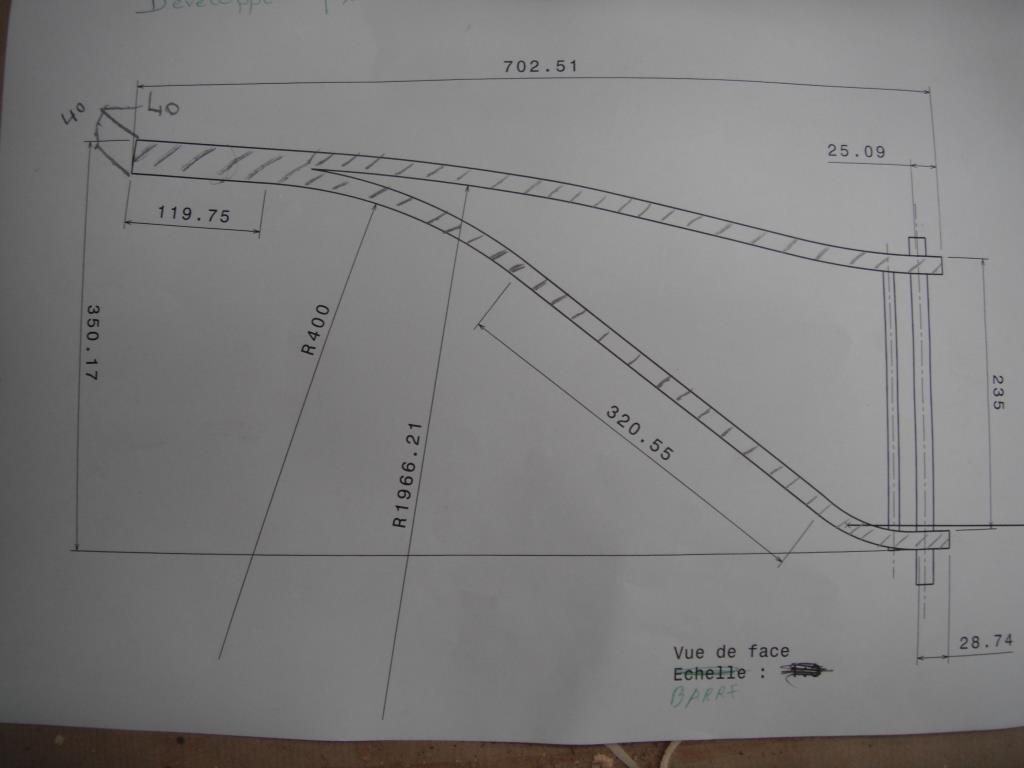
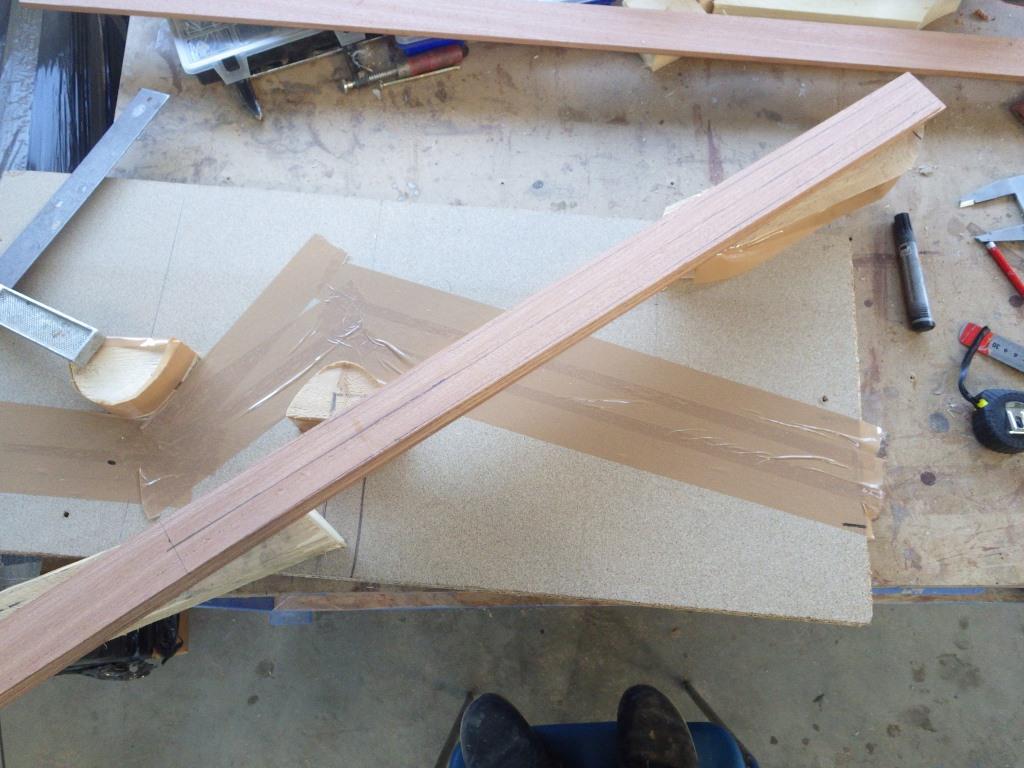
Pour cette barre, il y a un dessin précis à respecter, le moule sera dessiné en conséquence.

Les cales courbes ont un diamètre légèrement plus petit que le dessin pour permettre un bon serrage sur le milieu.

Les coins sont souvent une bonne alternative aux serre-joints.

Surtout on peut les mettre autre part. En fait à chaque fois... je les mets tous !

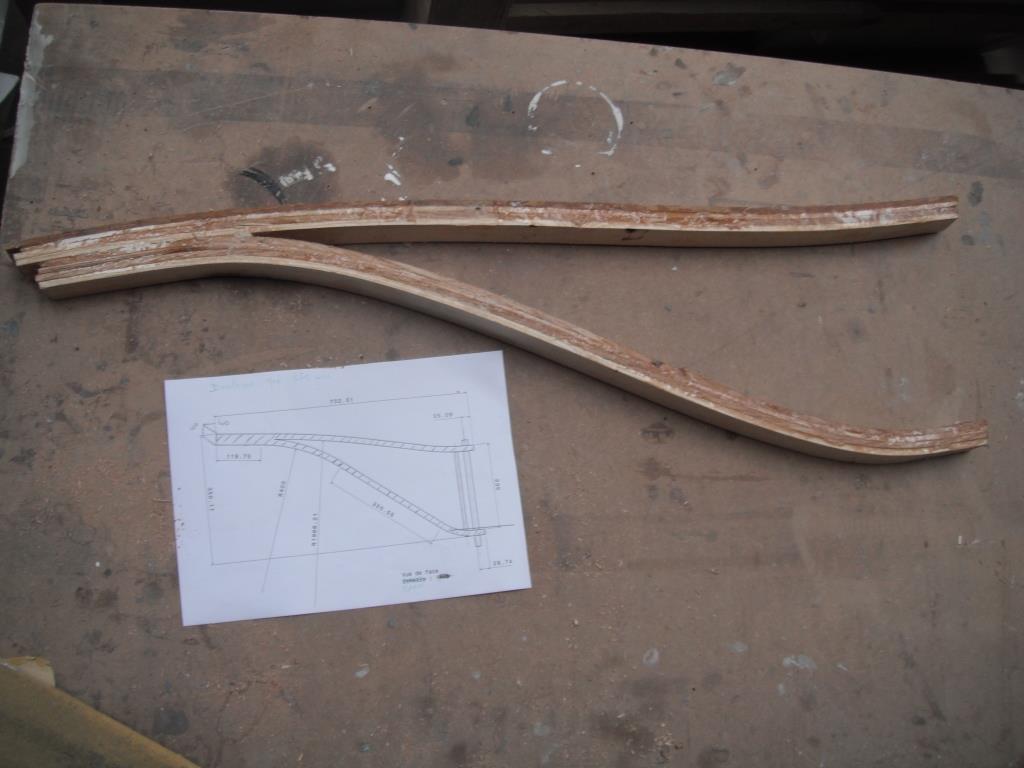
La voici sortie du moule

et enfin à sa place.
La barre d'écoute et la plupart des renforts sont construits en carbone, le fond mousse époxy, des matériaux ultra modernes. Pour la barre, on garde la chaleur du bois.